86-755-26031978
A403-I, Wuhan University Shenzhen Chanxueyan Building, No. 6, Yuexing 2nd Road, Nanshan Dist., Shenzhen, Guangdong, China (Mainland)







eSUN eASA 3D filament 1.75mm/2.85mm, US $ 51 - 51 / Kilogram, Hubei, China (Mainland), eSUN, 1.75mm/3mm/2.85mm eASA.Source from Shenzhen Esun Industrial Co., Ltd. on Waimaotong.com.
eASA is an impact modified resin composed of acrylonitrile, styrene and acrylic rubber.
With a similarity in structure, eASA has excellent mechanical physical property as engineering plastics. Because the butadiene with double bond is replaced, eASA is given outstanding weather resistance, high temperature resistance and anti-UV performance. At the same time it works as an anti-static material that helps to gather less dust on surface.
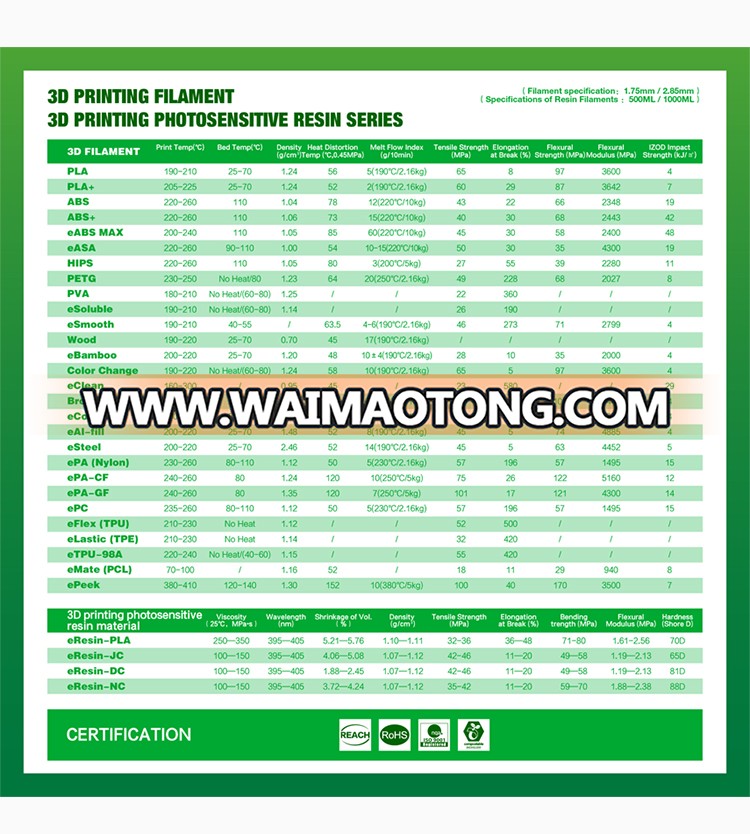
Performance Indicators
Performance | Testing method | Unit | ASA | |
density | ASTM D 792 | g/cm3 | 1.0 | |
Melt index(220℃/10kg) | ASTM D 1238 | g/10min | 10-15 | |
Tensile strength | ASTM D 638 | Mpa | 50 | |
Elongation at break | ASTM D 638 | % | 30 | |
Bending strength | ASTM D 790 | Mpa | 35 | |
Bending modulus | ASTM D 790 | Mpa | 4300 | |
Izod Notch impact strength | ASTM D 256 | KJ/m2 | 19 | |
Distortion temperature(0.46Mpa) | ASTM D 648 | ℃ | 105 | |
Printing parameters
Printing notices
1. Leveling printing plate before starting;
2. Heat the hot bed to 70~110℃ before printing, paste transparent golden polyimide high temperature resistance tape to the surface and keep it clean;
3. Keep a optimum distance between nozzle and plate (which allows you to paint out a flat line while moving your nozzles; if too far the line will be much mellow and too close will be hard to let filament out);
4. A lower filling rate can remit shrinkage crack for ASA during printing process;
5. Nozzle diameter should be bigger than layer thickness. Try parameter like 0.2, 0.25, and 0.3;
6. Better keep cooling fan off when printing and print in a closed area. Putting flapper around printer also helps to keep constant temperature environment.
PS: eASA has weak tear resistance, please try to avoid drag or twine; it’s also suggested to apply glue to plate to help it stick.